Os problemas em transportadores de correia, como desalinhamento lateral e travamento de roletes, provocam perda de produtividade, desgaste prematuro de componentes e riscos à segurança operacional. Quando o desalinhamento ultrapassa o limite normativo de 5% da largura da correia, ou quando roletes travam por deflexão do eixo e acúmulo de material, a confiabilidade do sistema é comprometida. A identificação das causas, que variam de erros de montagem a fenômenos de ressonância (flapping), e o uso de análises computacionais (DEM e dinâmica) permitem aplicar soluções definitivas.
Descubra como diagnosticar e solucionar falhas em transportadores de correia.
Introduction
As previously discussed in the articles Mechanical analysis of belt conveyors: why is it important? Part 1 and Part 2, belt conveyors are widely used in industry for material handling. This equipment is part of Kot's daily routine in structural analysis studies structural, mechanical analysis, and DEM.
In this sense, Kot, as a specialist, deals with various types of non-conformities that arise during the operation of this type of asset, which can generate risks such as loss of productivity, reduced component life and availability, and risk to operator safety. Therefore, it is important that these problems are identified and addressed appropriately in order to increase reliability and operational safety. This article presents some of the most frequent non-conformities observed by Kot, as well as their main causes and solutions.
Main typical problems with belt conveyors
Belt misalignment
Lateral belt misalignment (see Figure 1) can occur within a standard limit of up to 5% of the belt width. However, when it exceeds this limit, it can cause problems for conveyor operation, such as material spillage, axial load on bearings and drums, uneven wear on drum covers, wear and excessive load on rollers and, in extreme cases, collision with the fixed structure of the conveyor, which can cause belt tearing and damage to the structure.
This misalignment can occur for several reasons, such as uneven wear on the drum cover, poorly executed splicing, misalignment of trestles or drums, excessive belt vibrations, belt lifting, or even decentralized material loading. Thus, most of these factors can be addressed through preventive maintenance and inspections, while others depend on the correct sizing of the conveyor.

Figure 1: Belt misalignment. SOURCE: Kot collection.
In this sense, the proper use of self-aligning rollers is one of the most conventional ways to maintain belt alignment at acceptable levels. However, when misalignment is much greater than recommended by standard, these components tend to crush the belt and increase the resistance of the conveyor. Thus, such items are important for maintaining belt alignment, but are not effective when misalignment is excessive, requiring investigation and treatment of the cause of the problem.
Below are some of the main causes of belt misalignment, and the corresponding mitigating actions:
-
- Misalignment of drum and/or roller assembly
Mounting misalignment of drums and/or rollers causes a load on the belt, causing lateral movement. To identify assembly misalignment by visual inspection, you should look for areas where the belt enters the drum or roller aligned and leaves it misaligned, as shown in Figure 2 and Figure 3. Periodic inspection and alignment of drums and racks is therefore recommended.
Figure 2: Belt misalignment due to misaligned drum. SOURCE: ConveyorBeltGuide.
Figure 3: Belt misalignment due to misaligned roller. SOURCE: ConveyorBeltGuide.
-
- Roller locking
In this case, when the roller is locked, the belt slips over it, causing a difference in force between the two sides of the belt, since the sliding friction resistance is considerably higher than the rolling resistance. This effect alone is sufficient to cause belt misalignment. More details on roller locking will be discussed later.
-
- Decentralized material loading
Above all, the material must be loaded centrally on the belt so that no lateral force occurs that could cause misalignment, as shown in Figure 5. In this regard, Kot performs discrete element analyses (DEM) to study the behavior of material flow and, with this, propose improvements in chute geometry to transfer material in the proper manner.
Figure 4: Belt misalignment due to off-center loading. SOURCE: ConveyorBeltguide.
-
- Belt turner with improper positioning of rollers
In addition, belt turners are potential sources of misalignment. Due to the natural deflection that occurs between the two drums in this type of equipment, the belt tends to come off the last drum misaligned. Given this, Kot performs dynamic analyses of large displacements to position the rollers in the best way, compensating for the misalignment caused by the belt deflection. This adjustment can be made in the field, by trial and error, or guided by a dynamic analysis. In addition, it must be performed periodically, since the belt loses mass over time due to wear, changing the behavior of the deflection and, consequently, the misalignment.
Figure 5: Belt misalignment in turners. SOURCE: Kot collection.
-
- Belt lifting
Similarly, belt lifting occurs in regions of concave curves, due to the tension applied to the belt. It should be avoided even in the design phase, when an adequate radius should be proposed to prevent this condition. Mechanical analyses are performed to ensure that this effect does not occur. In addition, when the belt shows excessive wear and consequent loss of mass, this lifting is favored. In this sense, it is recommended that, if such lifting is observed in the field, the condition of the belt wear be checked and replaced if necessary. Figure 6 shows an example of a belt lifting on a forklift tripper.

Figure 6: Belt survey in a concave curve region. SOURCE: Kot Collection.
If this phenomenon is only observed when the belt is empty, it is possible to install anti-lift rollers to mitigate the aforementioned detrimental effects, preventing the belt from colliding with the structure and reducing the chance of belt misalignment.
-
- Excessive belt vibration
On the other hand, excessive vibration in the belt occurs due to the combination of the natural vibration frequencies of the rollers and belt, an effect known as flapping. When resonance occurs, an uncontrolled increase in vibration amplitude is expected, which can cause misalignments and collisions of the belt with adjacent structures. This effect can be seen in Figure 7. To prevent flapping, variable trestle spacing should be adopted, or even roller sizing should be performed so that the trestle spacing is outside the critical region for this effect to occur.
Figure 7: Flapping on the belt. SOURCE: Kot collection.
Roller locking
Roller jamming refers to the impediment of the rotational movement of the rollers. In fact, this problem is quite common and can cause an increase in the resistive force of the conveyor, requiring greater motor power and placing more stress on the belt. In extreme cases, this locking causes enough friction to even cause fires. In addition, if the locking occurs on only one side, the belt may become misaligned, causing secondary impacts, as seen in the previous item.
Rollers jam for two main reasons: excessive shaft deflection in the bearing (see Figure 8) or excessive material build-up. The rollers must be correctly sized so that the shaft deflection does not reach limits that cause the bearings to lock. This sizing calculation is made by the equipment supplier, guaranteed by the roller supplier and checked by the company auditing the project, such as Kot.
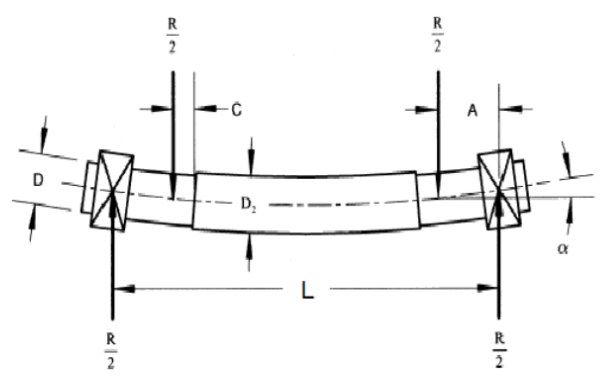
Figure 8: Roller shaft deflection. SOURCE: CEMA (2014).
However, there are factors that can cause deflections greater than those foreseen in the design. According to CEMA, the maximum admissible vertical misalignment during the assembly of roller racks is 3.0 mm. However, assembly misalignments are often observed at levels higher than those established in the standard, which causes overloading of the rollers (see Figure 9) and, consequently, excessive shaft deflection. It is therefore recommended to monitor the assembly of the equipment and periodically inspect the positioning of the racks, both load and return.
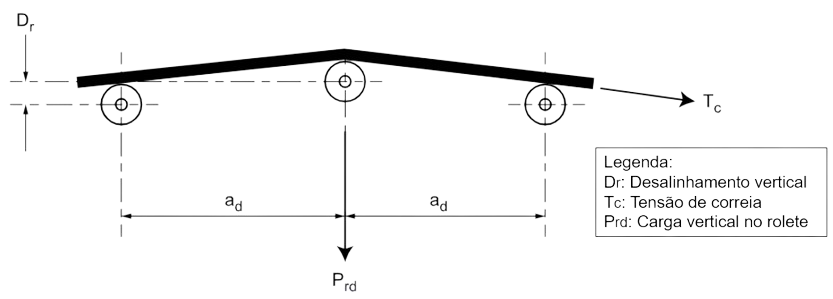
Figure 9: Vertical load on the roller as a function of vertical mounting misalignment. SOURCE: NBR 6678 (2018).
In addition, it is very common for the rollers to jam due to excessive material buildup, as shown in Figure 10. This buildup is common due to belt vibration, especially when transporting fine materials. Therefore, it is highly recommended to periodically clean the conveyors, removing buildup not only from the rollers but from the entire structure. It is also necessary to inspect and correctly position the skirts at the outlet of the feed chute.

Figure 10: Excessive build-up of material jamming a roller. SOURCE: Kot collection.
In addition, material spillage can be mitigated by correctly sizing the conveyor. To this end, Kot Engenharia a number of operational analyses, including:
-
- Belt lift calculation;
-
- Checking for belt deflections;
-
- Lift off check;
-
- Checking the degree of filling of the belt and the distance from the mat to the edge.
Conclusion
In summary, problems experienced in the operation of belt conveyors are more common than they should be. In many cases, maintenance solutions resolve or mitigate these effects. However, if they persist, these occurrences may be associated with incorrect sizing or misuse of assets and their components.
In such cases, Kot Engenharia prepared to investigate and provide the necessary recommendations to address the root causes of the problem. Contact our specialists for more information!
Follow our pages on LinkedIn, Facebook e Instagram to keep up with our content.
FAQ
1. Qual é o limite tolerável para o desalinhamento de correia e quais são as suas consequências?
O desalinhamento lateral da correia é aceitável dentro de um limite normativo de até 5% da sua largura. Quando supera essa margem, gera diversos impactos negativos na operação:
-
Queda de material e sujeira ao longo da estrutura;
-
Cargas axiais indesejadas em mancais e tambores;
-
Desgaste desigual na cobertura dos tambores e carga excessiva nos roletes;
-
Risco de colisão da correia com a estrutura fixa, podendo ocasionar o rasgamento do componente e danos estruturais graves.
2. Como o carregamento descentralizado e os viradores de correia causam desalinhamento?
-
Carregamento Descentralizado: A queda de material fora do centro da correia gera uma força resultante lateral que empurra o componente para fora da trajetória ideal. A solução consiste no redesenho da geometria do chute de transferência, frequentemente otimizado por análises pelo Método dos Elementos Discretos (DEM).
-
Viradores de Correia: Em função da flecha natural que surge entre os dois tambores desse equipamento, a correia tende a sair desalinhada do último tambor. A mitigação é feita por análises dinâmicas de grandes deslocamentos para o correto posicionamento dos roletes, demandando ajustes periódicos devido à perda de massa e ao desgaste natural da correia ao longo do tempo.
3. O que é o fenômeno do flapping (vibração excessiva) e como evitá-lo?
O flapping ocorre quando há a coincidência entre a frequência natural de vibração dos roletes e a da correia, gerando o fenômeno de ressonância. O resultado é um aumento descontrolado da amplitude de vibração, provocando desalinhamentos severos e colisões com a estrutura. Para impedir a ocorrência do flapping, deve-se adotar um espaçamento variável de cavaletes ou redimensionar os roletes para que o espaçamento fique fora da região crítica de ressonância.
4. QUAIS são os perigos e as principais causas do travamento de roletes?
O travamento de roletes faz com que a correia deslize sobre a superfície estática do rolo, aumentando a força resistiva do transportador, o consumo de potência do motor e o atrito — o que, em casos extremos, pode originar incêndios. Além disso, se o travamento ocorrer em apenas um lado do cavalete, a diferença de atrito causa o desalinhamento lateral da correia. As duas causas primárias são:
-
Deflexão excessiva do eixo nos rolamentos: Frequentemente causada por desalinhamento vertical de montagem dos cavaletes acima do limite normativo (3,0 mm segundo a CEMA), gerando sobrecarga no eixo.
-
Acúmulo de material: Depósito de finos e sujeira ao redor dos rolos, solucionado via rotinas de limpeza periódica e ajuste adequado das saias de vedação do chute.
5. Como solucionar o levantamento de correia (lift-off) em curvas côncavas?
O levantamento da correia ocorre sob tensão elevada em regiões de curvas côncavas. Ele deve ser prevenido ainda na fase de projeto, definindo-se um raio de curvatura adequado por meio de análises mecânicas. Durante a operação:
-
Se o levantamento for favorecido pelo desgaste e perda de massa da correia, deve-se realizar a substituição do componente.
-
Se o levantamento ocorrer apenas na condição de correia vazia, a instalação de roletes anti-levantamento é uma medida eficaz para impedir a colisão da correia com a estrutura superior e evitar desalinhamentos.
References
-
- BRAZILIAN ASSOCIATION OF TECHNICAL STANDARDS. NBR 6678: Continuous conveyors, Belt conveyors - Rollers - Design, selection and standardization. Rio de Janeiro. 2018.
-
- CONVEYOR EQUIPMENT MANUFACTURERS ASSOCIATION. Belt Conveyors for Bulk Materials. 7th. ed. Naples: Conveyor Equipment Manufacturers Association, 2014.
-
- CONVEYOR BELT GUIDE. Disponível em: <https://conveyorbeltguide.com/>. Acesso em 29 de Setembro de 2023.