Successful case: Stability Monitoring System
Introduction
The revolution 4.0 present in industries has enabled the development of new techniques and technologies for several areas of engineering. One of the innovations that is becoming increasingly popular is the use of real-time monitoring systems.
This text discusses a successful case of the company in developing a monitoring system for a bucketwheel reclaimer. See below for details of the work!
The main function of the implemented monitoring system is to ensure the stability of the equipment according to the standards. As discussed earlier in this Blog , for the machine to fulfill the stability conditions, it is necessary that the calculated factor is within the limits established in the standarts. For each operating context, the value of the coefficient must satisfy a factor of safety.
Development
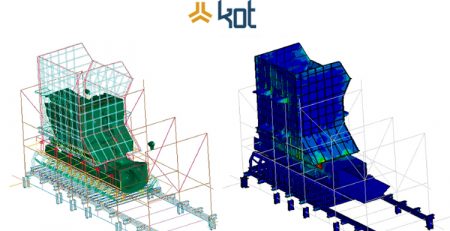
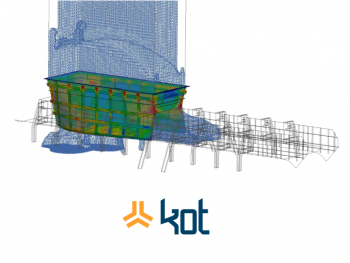
The analysis of the slewing system stability, or local stability, was done by monitoring the position of the center of gravity (COG). For each operating condition, the Cartesian location of the COG in a coordinate system must satisfy limits established by the factor of safety.
To satisfy the global stability requirements, a flowchart was developed to determine in which stability case the machine is operating, depending on wind and bulk material flow conditions. A simplification of this flow chart is presented in Figure 1 for better understanding.
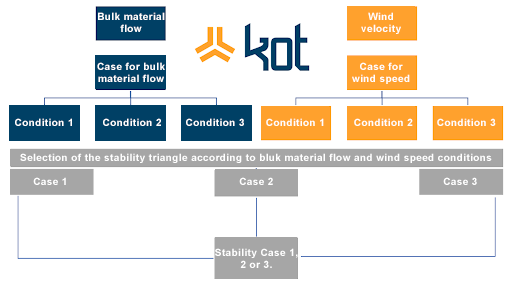
According to the standard it is possible to assign 3 different factors of safety, they vary according to the operating condition, each case can be defined as:
- Stability Case 1: indicates that the system is stable for the normal operating condition
- Stability Case 2: indicates that the system is stable for an unusual operating condition
- Stability Case 3: indicates that the system is stable for an exceptional operating condition.
Since the values that delimit the bulk material flow and wind speed conditions are stipulated by the machine design and by the standard, the system was generated in such a way that these parameters are configurable. This means that they can be changed to suit other machines and/or scenarios.
After defining these cases and scenarios, the data acquisition systems were inserted and calibrated and the implementation of the system logic in the programmable logic controller (PLC) was done. To simplify the visualization of the machine’s stability status, the Human Machine Interface (HMI) screen was upgraded.
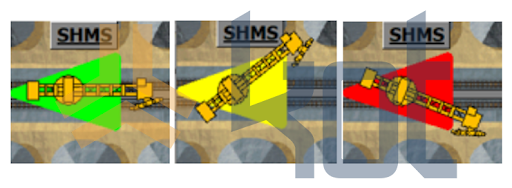
A real-time stability indicator of the machine has been added to the HMI. The indicator, displayed in the upper left corner of the screen, shows a green triangle for Case 1 Stability, yellow for Case 2 Stability, and red for Case 3 Stability. Figure 2 shows the signal present in the operating cabin of the reclaimer.
In addition, the boom conveyor and the bucketwheel have also been provided with real-time indicators. When green, it indicates that the equipment is out of operation. When flashing yellow, it indicates that the equipment is malfunctioning. When red, indicates that the equipment is operating.
KOT also made improvements in the supervisory system of the control room in order to present all the information concerning the operational integrity of the machine. For this, two screens were developed.
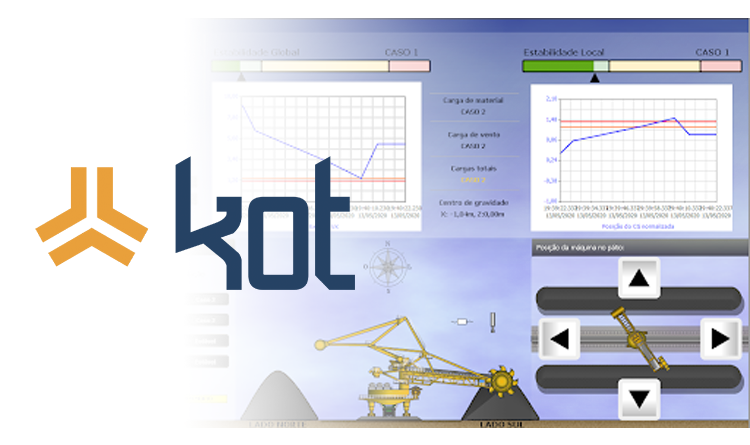
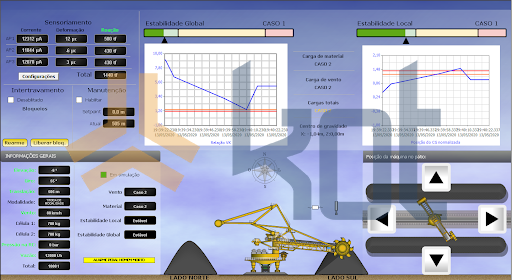
- Main screen: the main screen contains all the machine information. In the upper left corner, the information about the forces on the reclaimer supports is displayed. In the upper right corner, the system stability information is displayed, with graphical bars and trend graphs. Figure 3 shows a capture of this screen.
- Settings screen: the second screen created is the screen for entering the machine’s setup data.
Conclusion
In a recent post, it was discussed mathematical and computational verification of the stability of stockyard machinery. Using this concept and aligned with Industry 4.0, KOT has developed a system capable of monitoring real-time stability data.
The implementation of this technology is capable of adding several benefits to the operation, since there is a greater control of the monitored asset and undesirable events can be avoided, thus contributing to increased safety, reduced environmental impacts and at the same time increasing the mine’s productivity.
The concept of Mine of the Future consists precisely in the automatization of processes, offering the possibility of preventive action in equipment. It is in this context that KOT offers the stability monitoring service, allowing customers to boost the results of their business.
Contact the team for more information and quotations!
Get in touch with KOT’s specialists team!
KOT Engenharia’s Team
With over 29 years of history and various services provided with excellence in the international market, the company promotes the integrity of its clients’ assets and collaborates in solutions to engineering challenges. For this integrity, it uses tools for calculation, inspection, instrumentation and monitoring of structures and equipment.
References:
[1] Kot Engenharia’s archives.






Leave a Reply