
The influence of production’s controls in the lifespan of Stockyard Machines
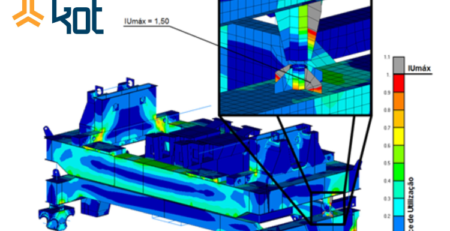
The stockyard machines are mobile equipment used for piling and/or reclaiming bulk material in stockyards, most often called bulk material handling machines. The bulk materials are initially piled and consequently reclaimed in order to be boarded on to transport systems, mainly by train or ships. These kinds of machinery are usually large, reaching weights of over to 1000 tons and are designed to operate for years under severe environmental conditions. Usually, the manufacturers must show compliance to ISO-5049 standard during the design phase of the equipment.
The lifespan for this kind of equipment varies considerably for many reasons. The manufacturer might, for instance, design the equipment following strict requirements, thus attaining a bigger safety margin for fatigue. Consequently, the machine becomes heavier and therefore expensive.
A strong influence, directly related to the lifespan of heavy machinery produced with thick steel plates, is the quality of its production. The steel plates are joined through welding using procedures such as: GMAW (MIG/MAG), SMAW (Shielded metal arc welding), SAW (submerged arc welding). Besides the highly controlled fabrication procedures, the manufacturer must also adopt nondestructive testing for the inspection of the welded joints during the production process of these machines.
Nondestructive testing (NDT)
Why is it important to follow nondestructive testing during the equipment production?
It is a reasonable premise in the fracture mechanics field to believe that welding process introduces discontinuities in welded joints. The presence of discontinuities is almost inherent to the welding process of steel plates. Knowing that situation, the size of these discontinuities must be controlled, in order to assure that the defect is so small that the lifespan of the welded connection will not be affected. Welding heats the metal above its fusion temperature and within this process several metallurgical transformations occur until the cooling stage reaches room temperature, for instance, the recrystallization of steel. These alterations in the steel structure take place in the area in which the plate melts into the other up to the Heat-affected zone (HAZ), which is a zone outside of the melted region that was significantly affected by the heating process, in this region it is expected some susceptibility to crack nucleation, depending on the conditions. The welding process can then lead to several discontinuities, visible or not. Thus, nondestructive testing is used during production to control the size of these discontinuities to assure it is within the requirements for approval. As a consequence, the welded joints incur a lifespan warranty of sorts.
Fatigue and initial cracks
A component’s fatigue stages can be divided into two phases, nucleation and propagation.
The first phase, nucleation (formation of the initial crack), is the most important, and corresponds to the biggest part in the component’s lifespan. Overall, a considerable part of the fatigue period in a welded metal (80%) is due to the crack’s nucleation process. In cases where the production is poorly controlled, these 80% are practically eliminated, as during the production by welding, microscopic cracks are inserted onto the machine parts. As a consequence, the lifespan of the machine steel structure is then reduced to only 20% of what was forecasted during the design (estimative for extreme cases).
The introduction of small defects or discontinuities in the welding regions is one of the main reasons for stockyard machines to present cracks prematurely. Therefore, fabrication controls allow the assessment of initial flaws in order to guarantee that they are extremely small (within the standard requirements), avoiding their culmination into viable cracks during designed lifespan of the equipment.
This is the core of fracture mechanics analysis in welding joints, which adopts as a premise the existence of an initial crack. This technique can be applied to study metal plates with known crack size and estimate its remaining life. If the initial crack size is sufficiently small, and the stress is below a certain limit, the life of the component is very high when compared to the lifespan of the machine. This way, is expected that the equipment’s failure will occur after a long period, near the end of the designed lifespan.
Asset evaluation
For these reasons, each machine and its components must be specifically analyzed, considering the load and acting efforts, which depends on the geographical location and the way the machine is operated. There is no such thing as a general rule for this assessment; the equipment must always be considered as a whole, the operational circumstances and the current degradation state. An equipment presenting cracks all over its structure certainly will have to be prematurely retired, as repair costs can become prohibitive.
Repair and maintenance
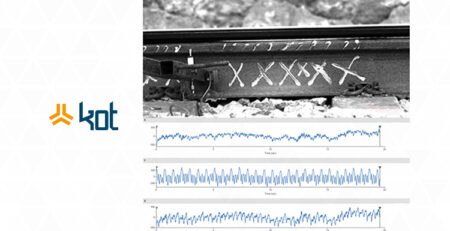
Repairs carried out through welding are necessary and most times take place during the fabrication stage itself, even before the machine is put on duty. It is the case, for instance, of a full penetration weld for splice on a thick plate component, which requires around 20 to 50 weld passes to accomplish said joint, most times leading to weld over weld. However, when this process is done in a discerning manner and with due quality, failures should not occur.
Among other aspects, the equipment’s maintenance and operation conditions also have great impact on the machinery lifespan. Even if all the fabrication and design requirements are followed, if a machine is submitted to constant overload, it will certainly have a shorter lifespan.
KOT Engineering stands out nationally and internationally by its 27 years of experience, offering high level technical engineering services for big companies. Find out how KOT can help you with inspection, monitoring and structural analysis of stockyard machines:
Get in touch with KOT’s specialists team!

Frederico Mol
Electronic technician by the CEFET-MG, Mechanical and Aeronautical Engineer (UFMG) and MSc in Mechanical Design (ITA/UFMG). Initially acting as a Product Development Engineer for an aerospace company, Mol is currently the Director of Technology at KOT Engenharia, developing solutions focused on the structural integrity of assets and equipments for the past 13 years.




Leave a Reply