Mossas que desaparecem quando o tanque enche, vibrações severas induzidas por agitadores e colapsos geométricos catastróficos durante a montagem por macaqueamento. Em tanques de parede fina, a instabilidade do costado é frequentemente disparada por tensões residuais de calandragem e soldagem ou pela perda drástica de rigidez circunferencial quando o nível de fluido está baixo. A Kot Engenharia realiza análises avançadas de tensões e avaliações de dinâmica estrutural para dimensionar anéis de travamento e neutralizar falhas de flambagem antes que elas inviabilizem o ativo.
1. Introduction: the importance of metal tanks in industry
Metal tanks are constantly used in petrochemical industry processes. Tanks can be used for mixing processes, homogenization, mechanical separation, chemical reactions, aeration and final product storage, among other applications.
In addition, the tanks are manufactured from flat steel sheets, which are shaped to the desired radius and welded using an automated and/or manual process. In the case of large tanks, transportation is not feasible, so construction is carried out at the installation site. The welds performed in this case are field welds.
However, it is relatively common for distortions and warping to occur in the side plates. Depending on their severity, this can impair the tank's usability and pose a risk of structural collapse.
Furthermore, distortions in the side plates may be permanent or arise only under certain loading conditions. The support conditions of the side plates on the foundation slab may cause distortions in the side due to differences in stiffness. Similarly, differential settlements may also cause distortions in the side plates of large tanks.
2. Vibrations in process tanks
Metal tanks can be fitted with mechanical devices such as agitators. Normally, in open tanks, these devices are installed by means of platforms at the top of the tank, in order to support the mechanical drives, valves and other devices required for the process.

Figure 1 - Distortion of the side of a process tank (left) due to equipment platform loads, stress distribution (right).
In particular, due to the characteristics of the tank side, which is constructed with thin sheets, there is a large variation in circumferential stiffness with the addition of equipment platforms. Consequently, in certain situations, high vibration levels are observed, in most cases when the tank has a low liquid level. In these cases, the rigidity of the tank is lower, as the volume of liquid in the tank pulls on the plates, acting as a stabilizing load that gives rigidity to the side. However, the greater volume of liquid increases the participating mass, or modal mass, so that there may be a contrary effect, namely a reduction in natural frequencies.
In addition to the stiffness and mass aspect, the volume of liquid modifies the damping in the dynamics of the tank. Depending on the characteristics of the fluid inside, such as agitation, vortices and the flow pattern in the tank, exciting forces can arise which cause vibrations in the shell structures.

Figure 2 - Internal view of a process tank with a rocking agitator - note the baffles to provide greater agitation of the fluid.
3. Structural and manufacturing causes of dents in metal tanks
It is common to see dents in the sides of low volume tanks, which disappear as the volume of liquid increases due to the tensile forces acting on the side. However, dents must be studied carefully to determine their causes.
In the case of welded tanks, which make up practically all large tanks, dents can be caused by residual stresses due to the welding manufacturing process.
In addition, the manufacturing process of the sidewall by forming adds high residual stresses. Originally, the rolled sheet used for the sidewall is flat, cut into a rectangular shape, and is forced during manufacturing to the radius of the tank, being welded around the entire contour in the desired final position. As a result, the sheet tends to return to its original flat shape, which adds compressive stresses to the sidewall and can result in localized dents. In tanks with a smaller radius, the sheets are usually pre-calendered, reducing residual compressive stresses.
The weld bead adds local rigidity to the sheet, both geometrically, due to the thickness of the weld reinforcement, and from the point of view of mechanical strength, since the deposited material has greater strength than the base metal. Therefore, following this reasoning, the preferred location for dents to appear is in the middle of the sheets, given the greater rigidity provided by the weld beads around the contour of the sheet.
Additionally, dents and other damage to the side can also be caused by the starting/stopping forces of mechanical drives in the case of process tanks, making static verification particularly important for these loading cases.

Figure 3 - Large process tank with dents in the side.

Figure 4 - Dent located in a process tank.
4. Corrosion damage: where it occurs and how to prevent it
Corrosion damage to tanks is common. The severity of corrosion varies depending on the type of construction material (metal alloy), exposure to environmental conditions (acid rain, for example), the presence of moisture in the base and the condition of the paint on the side.
Therefore, during the design phase, it is common to add extra thickness so that the tank can maintain its service conditions for a long time even with the loss of thickness due to corrosion. Generally, corrosion commonly starts at the bottom of the tank, at the reinforcement angles of the upper ring, areas where water may accumulate. In addition, the area around the manholes and welds are also points where there are gaps between the plates and fasteners of the covers, favoringcrevice corrosion.

Figure 5 - Severe corrosion damage to the underside of the side near the bottom slab.

Figure 6 - Corrosion damage to the tank's upper reinforcement ring.
Thus, to predict the useful life of a tank, stress analyses can be performed considering the thickness of the original design and the condition with reduced thickness of the side plates. It should be noted that abrasion caused by fluid flow inside the tank can be a contributing factor to thickness reduction, which is particularly important in pulp tanks, which are very common in slurry pipeline installations.
Thus, the reduction in thickness due to corrosion of the side plates can cause localized distortions.
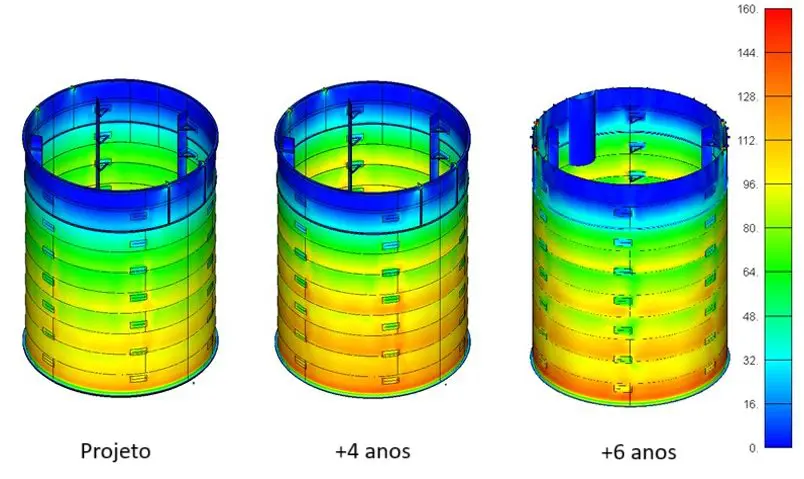
Figure 7 - Analysis of stresses in a metal tank - increase in stresses with the reduction in thickness due to corrosion over the years.
5. Challenges and prevention of distortions in the costado
In situations where the tank's upper ring is not properly reinforced, severe distortions can occur, which can make the tank unusable.
During the tank construction process, this condition is critical, as the thinner rings at the top are initially assembled and then jacked up for the insertion of the new ring. This process is then repeated for each plate that makes up the tank rings, but maintaining the stability of the plates during this construction process is a challenge. The construction process must always be carried out with topographic monitoring to ensure the verticality of the side and the stability of the plates.
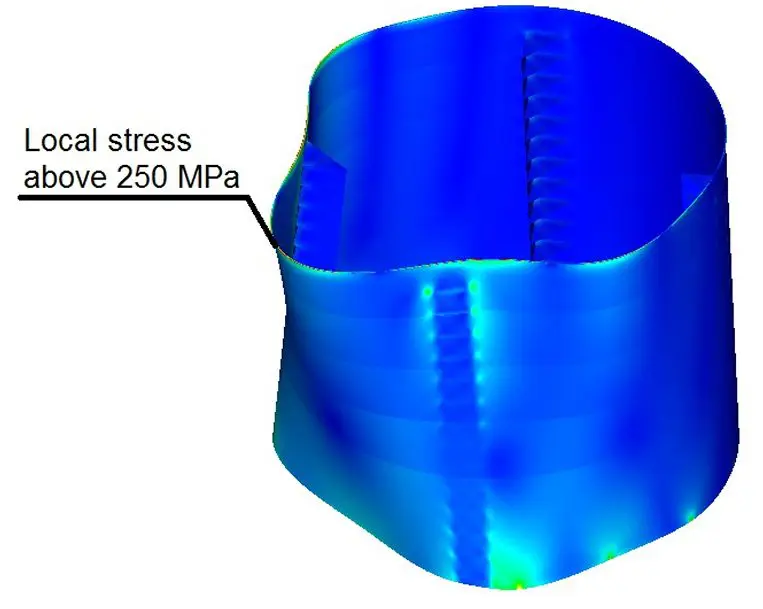
Figure 8 - Distortion of the side of a tank with a diameter of 18 meters.
The example above illustrates a model analysis of a tank that had severe distortion of the side during the installation of the last ring. In this case, the tank was not yet bonded to its bottom plate, so there was a process of gradual distortion of the lower ring, forming a kind of spout at the top of the tank. The distortion was so severe that the tank became unfeasible.
Finally, the use of reinforcements and/or locking bars may be necessary to control distortion of the bottom ring during the tank manufacturing process, in order to ensure the stability of the structure without the bottom plate, which has the function of restricting distortion of the bottom ring.
Vibration analysis is with Kot Engenharia
If you, like our more than 150 clients, are looking for specialized solutions in structural analysis or failure prevention such as deformation, vibration, and corrosion, consult our team and count on Kot Engenharia.
Since 1993, we have been offering engineering consultancy services through technical studies using non-destructive testing, field instrumentation and computer simulations (FEM, DEM and CFD) for highly complex diagnoses of concrete and metal structures and industrial equipment.
Follow our pages on LinkedIn, Facebook and Instagram and keep up with our content.
FAQ
1. Por que os tanques de processo tendem a vibrar mais quando estão com o nível de líquido baixo?
A presença do fluido exerce uma pressão interna que traciona as chapas do costado. Essa tração atua como uma carga estabilizante, que confere rigidez geométrica adicional à estrutura de parede fina. Quando o nível do líquido cai, o tanque perde esse efeito estabilizador e sua rigidez circunferencial diminui drasticamente. Com a estrutura menos rígida, as forças dinâmicas geradas por agitadores e turbulências do fluido conseguem excitar o costado com muito mais facilidade, elevando os níveis de vibração.
2. Como o processo de fabricação e soldagem induz o surgimento de mossas (deformações locais) no meio das chapas?
Chapas de grandes tanques são originalmente planas e forçadas mecanicamente a assumirem um raio de curvatura durante a montagem, o que acumula altas tensões residuais de compressão (a chapa tenta “voltar” a ser plana). Além disso, o cordão de solda no contorno da chapa funciona como um reforço estrutural, conferindo maior espessura e resistência mecânica local em comparação ao metal base. Como as bordas soldadas ficam muito rígidas, o centro da chapa torna-se a região de menor resistência, tornando-se o ponto preferencial para o alívio dessas tensões na forma de mossas.
3. Quais são as regiões mais vulneráveis à corrosão severa em tanques industriais e como mitigar esse dano?
As patologias por corrosão concentram-se em três zonas principais de acúmulo de umidade ou tensões:
-
Parte inferior do costado: Próximo à junção com a laje de fundação ou chapa de fundo, devido ao acúmulo de água de chuva ou lavagem.
-
Anel de reforço superior: Cantoneiras e perfis de topo que criam superfícies horizontais propensas à estagnação de fluidos.
-
Portas de visita (bocas de lobo): Regiões com frestas entre flanges e elementos de fixação, ideais para o desenvolvimento de corrosão por frestas (crevice corrosion). A mitigação envolve prever uma sobreespessura de corrosão em projeto e realizar simulações computacionais comparando o estado original com o cenário de perda de espessura ao longo dos anos.
4. Por que o processo construtivo por macaqueamento é considerado crítico para a estabilidade geométrica do costado?
No método de montagem por macaqueamento, os anéis superiores (geralmente mais finos) são soldados primeiro e elevados por macacos hidráulicos para a inserção dos anéis inferiores. Nessa etapa, o tanque ainda não está soldado à chapa de fundo, que é o elemento principal responsável por restringir o deslocamento radial da base. Sem essa restrição e sem anéis de reforço provisórios bem dimensionados, qualquer desalinhamento ou vento forte pode gerar recalques ou deformações progressivas, criando “bicos” na geometria cilíndrica e inviabilizando o acoplamento das chapas.
5. De que forma o transporte de fluidos abrasivos (como polpa de minério) impacta o gerenciamento de risco desses tanques?
Em tanques de processo voltados para a mineração (tanques de polpa), o escoamento contínuo de partículas sólidas gera um fenômeno severo de abrasão mecânica na parede interna. Esse desgaste atua em sinergia com a corrosão química, acelerando a perda de espessura das chapas do costado em taxas muito maiores que as previstas para tanques de água ou combustíveis. Consequentemente, a resistência à flambagem (instabilidade elástica sob pressão de vento ou vácuo) despenca rapidamente, exigindo planos rígidos de inspeção por ultrassom industrial para monitorar a espessura remanescente.